

饲料、食品车间爆炸性粉尘浓度检测解决方案

近年来,随着各地工厂产能的上升,由可燃性粉尘引发的燃烧、爆炸事故多次发生,造成严重的人员伤亡和财产损失,引起社会各界的广泛关注。
常见的粉尘爆炸有面粉厂粉尘爆炸、奶制品冷库爆炸、粮食粉尘爆炸、塑料粉尘爆炸、奶酪厂喷雾干燥器爆炸、食糖爆炸、水泥厂粉尘爆炸、打磨抛光粉尘爆炸等等,尤其是面粉厂和粮食行业粉尘爆炸性危险尤为高。如何全面检测危险工艺段的粉尘含量是每个涉粉尘企业必须考虑的问题。
什么是粉尘爆炸
粉尘爆炸是由于悬在空气中的可燃粉尘燃烧而形成的高气压所造成的。粉尘是固体物质的微小颗粒,它的表面积与相同重量的块状物质相比要大得多,故容易着火。如果它悬浮在空气中,并达到一定的浓度,便形成爆炸性混合物。
粉尘爆炸十分危险,因为当遇到热源(明火或温度)时,火焰瞬间传播于整个混合粉尘空间,化学反应速度极快,同时释放大量的热,形成很高的温度和很大的压力,系统的能量转化为机械功以及光和热的辐射,具有很强的破坏力。
目前七类物质粉尘具有爆炸性:金属(如镁铝粉);煤炭;粮食(如小麦、淀粉);饲料(如血粉、鱼粉);农副产品(如棉花、烟草);林产品(如纸粉、木粉);合成材料(如塑料、染料)。
粉尘的火灾爆炸事故多发生在煤矿、面粉厂、糖厂、纺织厂、硫磺厂、饲料、塑料、金属加工厂及粮库等厂矿企业。这与粉尘爆炸所需条件有关。粉尘爆炸本身是一类特殊的燃烧现象,它也需要可燃物、助燃物和点火源三个条件。
易发生粉尘爆炸的条件一般有三种:(1)可燃性粉尘以适当的浓度在空气中悬浮,形成人们常说的粉尘云;(2)有充足的空气和氧化剂;(3)有火源或者强烈振动与摩擦。
通常认为,易爆粉尘只要满足条件(1)和条件(2),就意味着具备了可能发生事故的苗头。
粉尘爆炸主要危害
(1)具有极强的破坏性
粉尘爆炸涉及的范围很广,煤炭、化工、医药加工、木材加工、粮食和饲料加工等部门都时有发生。近几年来,我国每年发生粉尘爆炸的频率为:局部爆炸150-300次系统爆炸1-3次,且呈增长趋势。我国发生的这些粉尘爆炸尤其是系统爆炸,造成了严重损失,仅1987年哈尔滨亚麻厂的亚麻尘爆炸事故,死亡58人,轻重伤177人,直接经济损失882万元。
(2)容易产生二次爆炸
第一次爆炸气浪把沉积在设备或地面上的粉尘吹扬起来,在爆炸后的短时间内爆炸中心区会形成负压,周围的新鲜空气便由外向内填补进来,形成所谓的"返回风",与扬起的粉尘混合,在第一次爆炸的余火引燃下引起第二次爆炸。二次爆炸时,粉尘浓度一般比一次爆炸时高得多,故二次爆炸威力比第一次要大得多。
(3)能产生有毒气体
一种是一氧化碳;另一种是爆炸物(如塑料)自身分解的毒性气体。毒气的产生往往造成爆炸过后的大量人畜中毒伤亡,必须充分重视。
粉尘检测仪的选用
(1)粉尘检测仪原理的选择
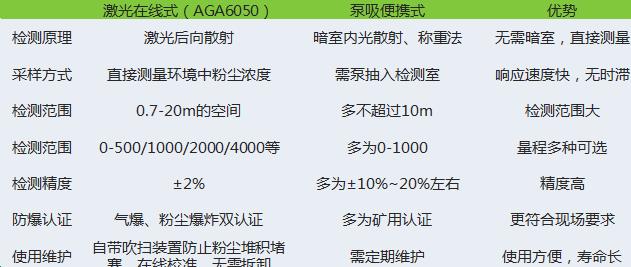
目前粉尘检测原理主要有:称重法、β射线法和激光后向散射法。称重法是用滤网过滤进行称重,多为便携式检测仪选用。β射线法是利用粉尘的吸收作用,由于体积巨大辐射危害大,一般为检测机构所采用。激光后向散射是对粉尘对光源的后向散射来检测,由于其检测快,精度高,是最适合于工厂车间环境的检测原理。
(2)粉尘仪的选择
市场上产品主要为便携泵吸式和激光在线检测。便携泵吸式多用于矿工下井随身携带,并不适合车间环境连续检测,激光在线检测是最适合现场需求的检测法。
(3)粉尘检测仪功能的选择
由于生产车间多为防爆场所,所以粉尘检测系统的选择首先要考虑的就是要防爆型,从安全角度考虑,最好要求气爆和粉尘防爆的双认证。
各场所的粉尘介质不同,其爆炸下限也不一样,要根据具体的介质选择合适的量程。如饲料厂、面粉厂、啤酒厂多为粮食类粉尘,建议选择量程0-3000毫克每立方。
一套完善安全的粉尘监控系统除了能够检测粉尘浓度外,还有其他更多功能需要考虑。如粉尘超标时能够声光报警、自动排风、多点汇总到主机进行监控等等。
艾伊科技解决方案
艾伊科技针对饲料、食品行业的粉尘情况,专门设计多种出适合各类企业的解决方案。该方案由粉尘检测单元(激光粉尘检测仪)、显示单元(防爆显示控制器、声光报警器)、联动单元(工控机、联动系统)组成,并且方案可根据客户的厂房规模、功能要求进行灵活更改。
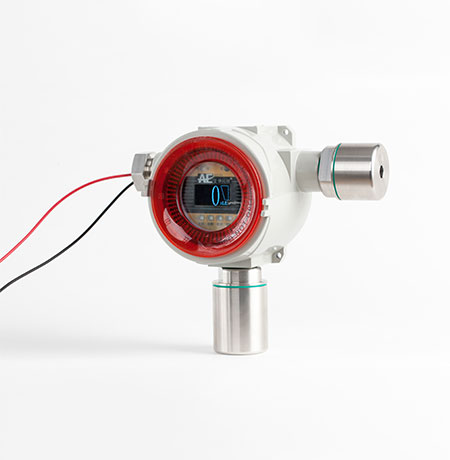
粉尘检测单元选择AGA6050防爆型激光粉尘仪,采用激光后向散射原理进行检测,可以测量5-10m左右空间内粉尘含量,量程可从100~40000mg/m3之间选择。相比于泵吸式粉尘检测仪,具有测量范围大、检测精度高,免维护等优势。
粉尘检测仪配有带视窗防爆盒,可以实时看到现场粉尘浓度值,当粉尘浓度值超过预设报警值时,自动声光报警提醒现场工作人员,同时控制器会自动控制车间排风系统进行排风置换。
对于多车间多点位需要集中控制的情况,艾伊科技可配置工控机进行集中显示,工控机具有浓度显示、数据曲线、历史记录等功能。